-
安いツールホルダは、
良くないと思う。導入時に安いツールホルダを選んでしまうと、切削工具費がかかってしまいます。
ユキワ精工の《スーパーG1チャック》は、
切削工具の購入本数を削減するツールホルダーです。 -
工場長を喜ばせよう!
コストダウンの着眼点として、ツールホルダの見直しをされるお客様は多くありません。
ユキワ精工の《スーパーG1チャック》は、
ワーク品質の向上、切削工具の購入本数削減で、工場長を笑顔にします。 -
切削工具の購入本数が、
減りました。ツールホルダによって切削工具の寿命が変わってしまうことはご存知でしょうか。
ユキワ精工の《スーパーG1チャック》は、
切削工具の購入本数が減ったと評価されているツールホルダです。

SCROLL DOWN
1本の工具での加工個数が増えます
スーパーG1チャックは、総合振れ精度5μm。
工具の振れも最小限にできるので、
1本の工具での加工個数は飛躍的にアップします。
スーパーG1チャック:170個
従来のホルダ:100個
※ 具体的な事例は、お客様のお墨付きページをご覧ください。
ワーク面粗度が向上します
スーパーG1チャックは、強い剛性を持っています。
横方向の倒れが少ないので
ミーリング加工時にワーク面粗度が向上し、ビビりの少なさは段違い。

スーパーG1チャック

他社ミーリングチャック
※ 具体的な事例は、お客様のお墨付きページをご覧ください。
サイクルタイムの短縮が可能です
従来のツールホルダに比べ、剛性も把握力も高いスーパーG1チャック。
回転数・送り速度をあげることが可能になるため、
最大56%のサイクルタイム短縮を図ったユーザー様がいます。
時間の節約:最大56%
※ 具体的な事例は、お客様のお墨付きページをご覧ください。
スーパーG1チャックへの切り替えによる効果ランキング
| 1位 | 切削工具が長持ちするようになった |
| 2位 | ワーク面粗度が向上した |
| 3位 | 安定した加工が長期間に 渡って可能である |

お客様のお墨付き

随時受付中!
ツールホルダの見直しによる
コストダウンに取り組んでみませんか?
スーパーG1チャックを
お試しください!
ご希望のお客様へ既存のツールホルダ相当サイズのスーパーG1チャックをお貸しいたします。 取り替えみて、実際にその効果をお試しください。
尚、ご使用後には評価をお聞きいたしますので、ご協力をお願い致します。
また、サンプル提供につきましては、弊社製以外のツーリングをご使用されているユーザー様と限定させていただきますので宜しくお願い致します。
お電話にてお伺いいたします。
| 東京営業所 | 048-434-7101 |
| 名古屋営業所 | 0561-64-0300 |
| 大阪営業所 | 06-6748-2020 |
| 本社営業課 | 0258-81-1111 |
| 海外営業課 | 0561-61-1400 |

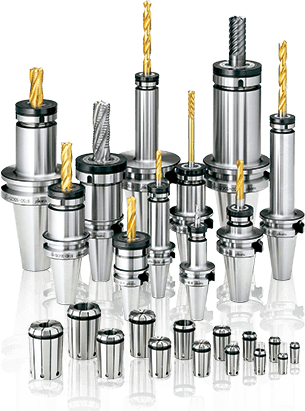
G1チャックシリーズ

スーパーG1チャック アドバンス

JIMTOF2016にて発表!





スーパーG1チャックが選ばれる理由
高価、だから効果
振れ精度、剛性、把握力をこだわり抜いたスーパーG1チャック。
他社製と比べて圧倒的な1本の工具での加工個数の多さは
安くないからこそできるコストダウンを可能にします。
01 高い振れ精度
他社と違い、ホルダにコレットをセットした状態で
ホルダのテーパ部から4d先端までの芯振れ精度5μmを保証。
実際の加工に近い状態での測定だからこそ、
実際の使用時に差が出ます。
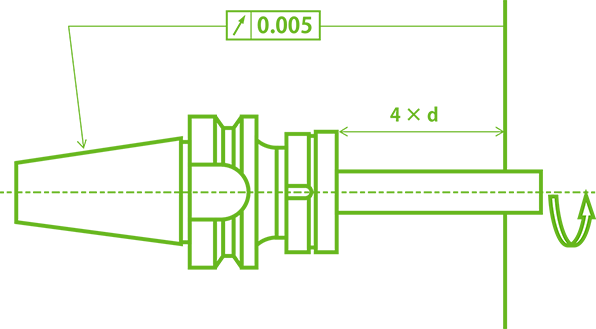
スーパーG1チャックの振れ精度測定位置
ミーリングチャックとの横引き加工での加工音の違い
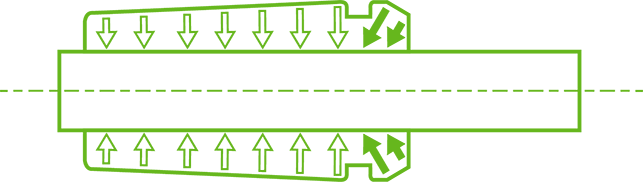
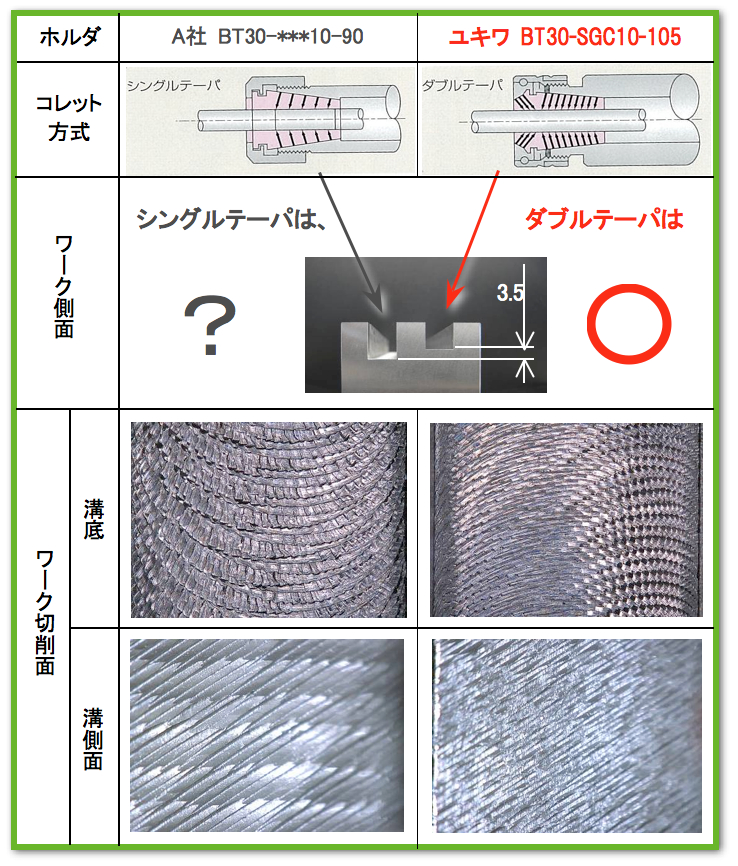
スーパーG1チャックはダブルテーパなので
切削工具をしっかりと把握します


メディアも注目しています。
スーパーG1チャックは多数のメディアへ掲載されています。
掲載情報では、メディア掲載内容の詳細をご確認いただけます。
メディア掲載ご希望の方はご連絡ください。
掲載メディア(抜粋)
・日刊工業新聞様
・商経機械新聞様
・名古屋機工新聞様
・日本工業出版社様

随時受付中!
ツールホルダの見直しによる
コストダウンに取り組んでみませんか?
スーパーG1チャックを
お試しください!
ご希望のお客様へ既存のツールホルダ相当サイズのスーパーG1チャックをお貸しいたします。 取り替えみて、実際にその効果をお試しください。
尚、ご使用後には評価をお聞きいたしますので、ご協力をお願い致します。
また、サンプル提供につきましては、弊社製以外のツーリングをご使用されているユーザー様と限定させていただきますので宜しくお願い致します。
お電話にてお伺いいたします。
| 東京営業所 | 048-434-7101 |
| 名古屋営業所 | 0561-64-0300 |
| 大阪営業所 | 06-6748-2020 |
| 本社営業課 | 0258-81-1111 |
| 海外営業課 | 0561-61-1400 |
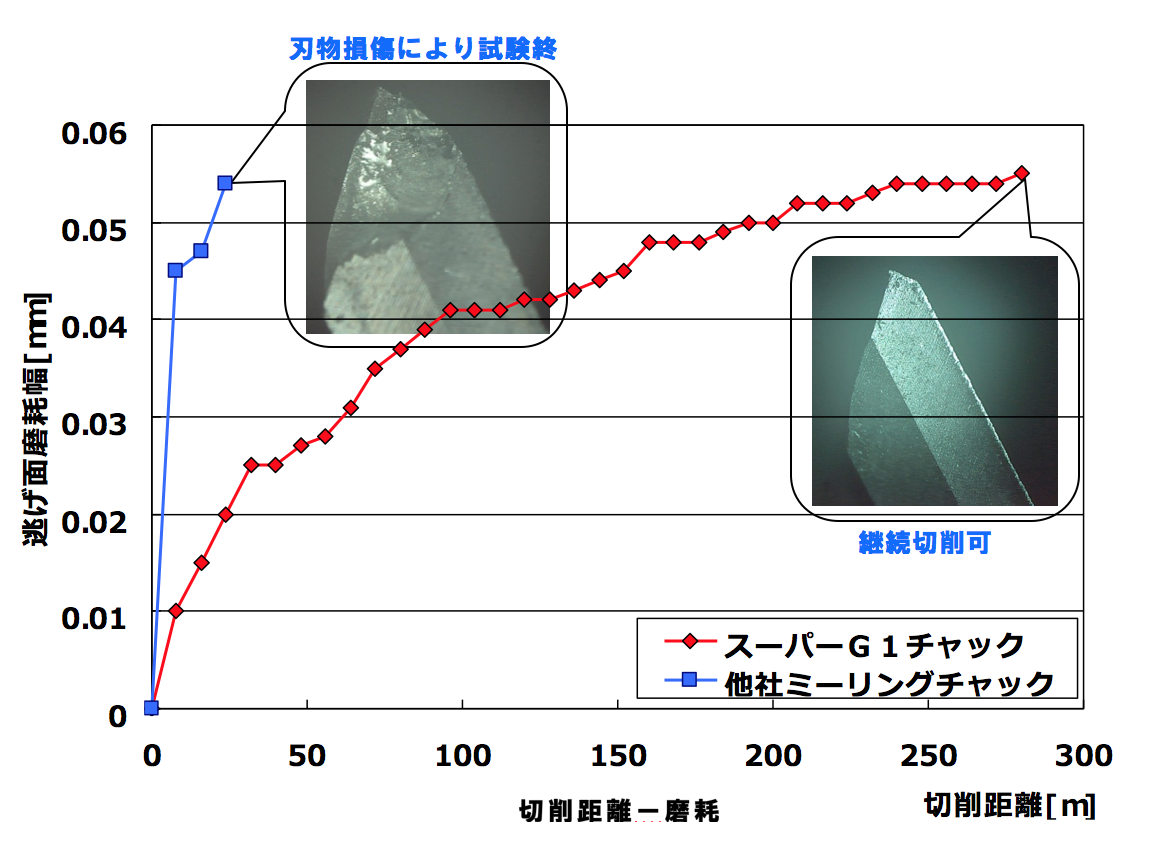
エンドミル横引き加工
安定した加工と工具寿命の延長には、振れ精度の確保が重要です。
振れ精度の良くないミーリングチャックでは切削距離30mでチッピングが発生したにもかかわらず、スーパーG1チャックでは切削距離300m付近でも継続切削可能です!
加工条件
| 被切削材 | NAK80(HRC45) |
| 使用工具 | コーティング超硬エンドミルφ10 |
| 使用ホルダ | BT40-SGC20-90,BT40-○○-90(他社) |
| 切削条件 | 主軸回転数 9600 [min-1] 切削速度 302 [m/min] 送り速度 5760 [mm/min] 切込み量 ap:10, ae0.5 |
| 使用機械 | 立形マシニングセンター BT40番 |
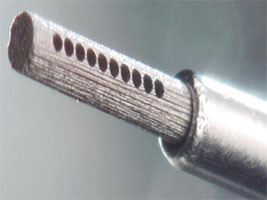
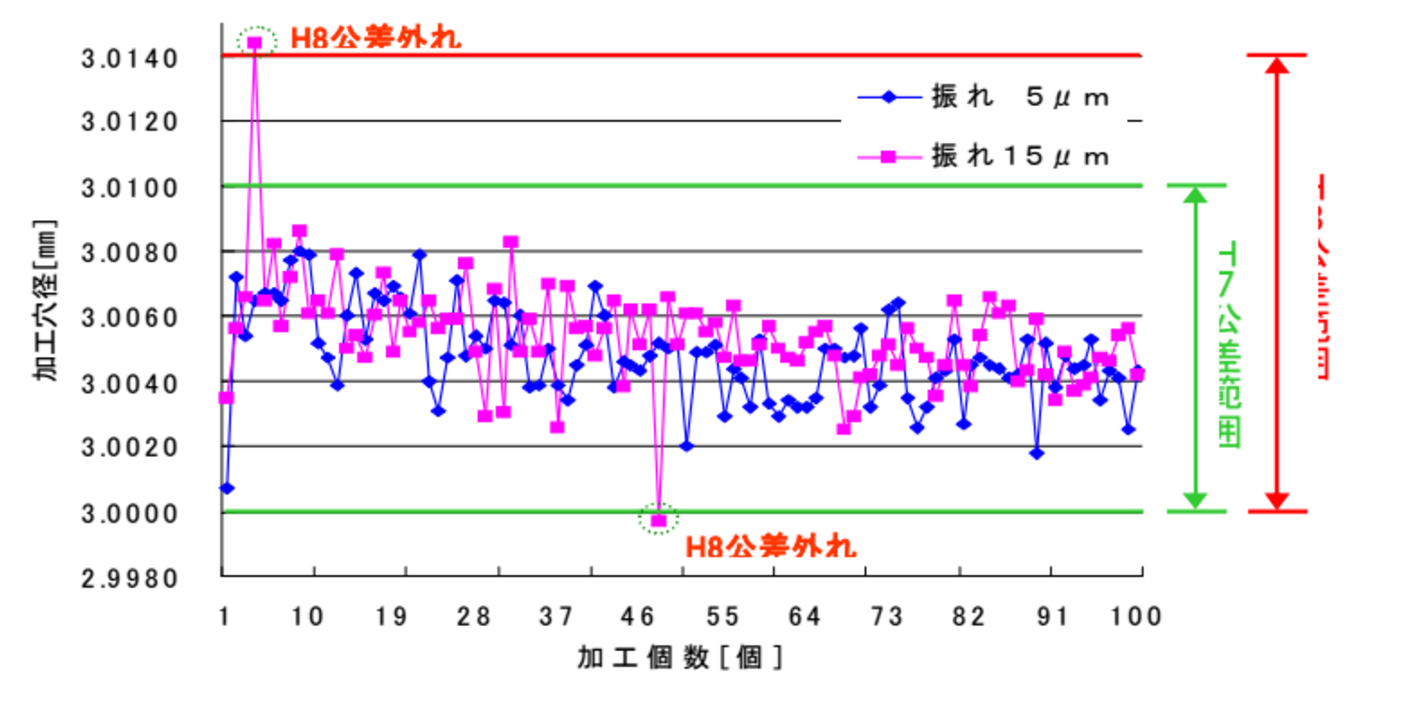
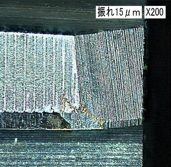
φ3リーマの加工精度と磨耗
φ3超硬リーマで穴100ケの連続加工を行い、刃先の振れ5μmと15μmで工具磨耗と加工精度(穴径、穴位置)を比較。 結果より工具の振れは、工具磨耗と加工精度に大きく影響することが分かります。やはりホルダの選定は重要です。
加工条件
| 被切削材 | S50C(HRB96) |
| 使用工具 | 4枚刃超硬ソリッドリーマφ3 (EIKO) |
| 使用ホルダ | BT40-HGC10-90 (SG10-3) |
| 切削条件 | 切削速度 :7.5 m/min 主軸回転数:800 min-1 送り速度 :150 mm/min リーマ代 :0.1 mm 工具突き出し長さ:35 mm |
| 使用機械 | オークマ MB-46VA (BT40、縦型M/C) |
加工結果
加工穴径
振れ5μmは、すべてH7公差範囲内なのに、 振れ15μmは、H8公差外れが発生!
加工穴位置
振れ5μmは、平均でX方向に-0.6μm、Y方向に-10.9μm
振れ15μmは、平均でX方向に11.3μm、Y方向に-15.2μm
振れ15μmの穴位置は、目標とのズレが大きい!
工具磨耗
振れ5μmの刃先は、主に食い付き刃部の磨耗に対し、
振れ15μmの刃先は、食い付き刃部とバニシング部まで磨耗
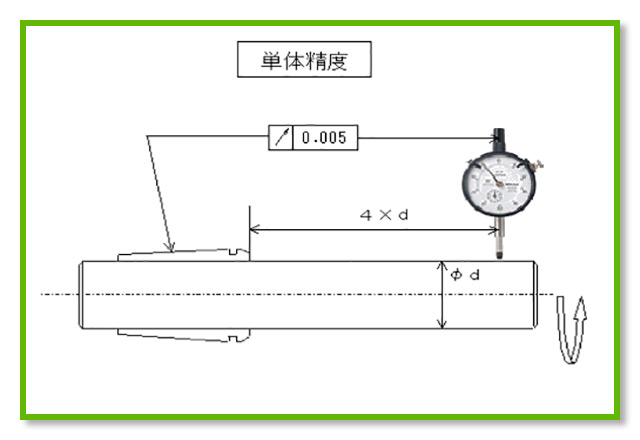
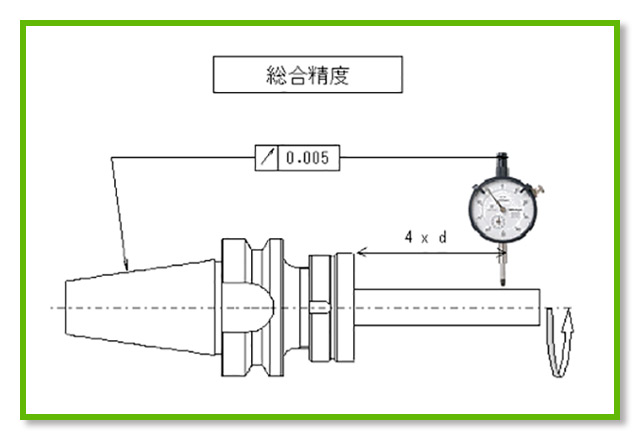
総合振れ精度とは?
ユキワ精工は、ホルダにコレットをセットした状態にて、テーパ部から4d先端までの精度を示し、実際の加工に近い状態での精度を「総合芯振れ精度」として保証しています。他社とは測定点が違います!
総合精度=検査スピンドル+量産ホルダ+量産コレット+テストバー
単体精度=検査スピンドル+量産コレット+テストバー
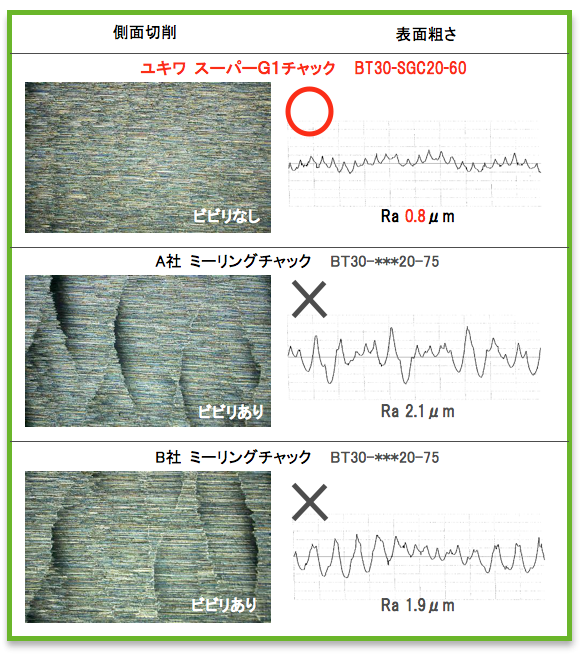
ミーリングチャックとの比較
スーパーG1チャックは、振れ精度、剛性、把握力が優れておりますので、ミーリング加工時にはワーク面粗度が向上します。
他社ミーリングチャックと、同加工条件にて加工を行った際のワーク面粗度をご覧ください。明らかにワークの面粗度が違います。
スーパーG1チャックは、剛性が高いので、切削抵抗に対して強く、横方向に加工負荷が掛かってもホルダーの倒れが少ないので、
工具のビビリが少なく、加工ワークの面粗度の向上が可能です。ワーク面粗度にお困りの際は、是非スーパーG1チャックをお試しください。
加工条件
| 被切削材 | アルミ A2017 |
| 使用工具 | 4枚刃ハイスエンドミルφ20(OSG) |
| 切削条件 | 主軸回転数 2000 [min-1] 切削速度 125 [m/min] 送り速度 850 [mm/min] 切込み量・軸方向 30mm 切込み量・径方向 1mm 工具突き出し長さ 65mm |
| 使用機械 | FANUC ロボドリル α‐T14iE |
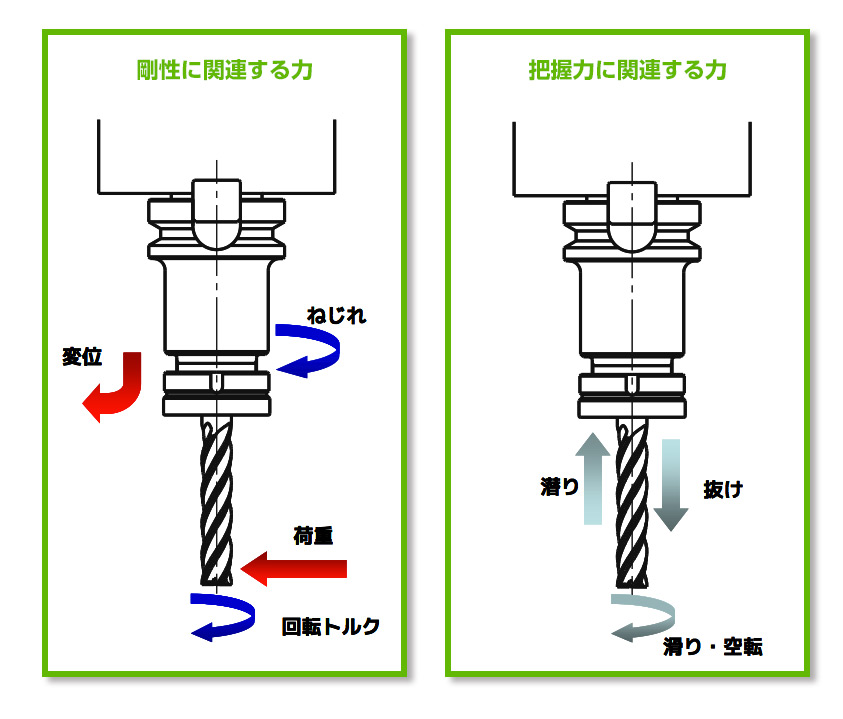
剛性と把握力の違いは?
ツールホルダにおいて、把握力とは工具を掴む力で、剛性とは横方向に力が掛かる負荷に耐える力を言います。マシニングセンタにおけるエンドミル横引き加工では、エンドミルに横方向からの大きな力が掛かります。つまりツールホルダにおいては、把握力よりも剛性が求められます。
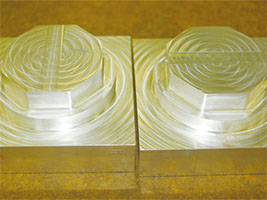
シングルテーパとの加工比較
シングルテーパのコレットホルダとダブルテーパのスーパーG1チャックでエンドミル溝加工を行い、把握力の違いを確認しました。シングテーパコレットは工具の抜けが発生したのに対し、スーパーG1のダブルテーパは把握力が高く工具を確実に掴みますので、工具の抜けは発生しません。また加工面もキレイに仕上がっており、長時間にわたり安心して加工が可能です。
加工条件
| 被切削材 | アルミ A2017 |
| 使用工具 | コーティング超硬エンドミルφ10(OSG) |
| 切削条件 | 主軸回転数 5100 [min-1] 切削速度 160 [m/min] 送り速度 1220 [mm/min] 切込み量 10mm 工具突き出し長さ 30mm |
| 使用機械 | FANUC ロボドリル αT14iE |